

Hogar > Productos > Piezas de electroerosión por hilo > Inserto de troquelado de estampado de precisión

Inserto de troquelado de estampado de precisión
Shenzhen Xincheng Precision Technology Co., Ltd. se especializa en mecanizado de electroerosión por hilo lento de ultraprecisión, corte de perfiles a microescala, mecanizado de precisión de carburo de tungsteno y fabricación de componentes de moldes de precisión. La empresa está equipada con máquinas de electroerosión por hilo lento de alta precisión, como Sodick AP250L y Seibu MM35HP, así como sistemas de inspección automática de la serie IM de Keyence. Esto nos permite llevar a cabo proyectos de micromecanizado de ultraprecisión altamente desafiantes y brindarle inserciones de troquelado de estampado de precisión de alta calidad.
Enviar Consulta
Descripción del Producto
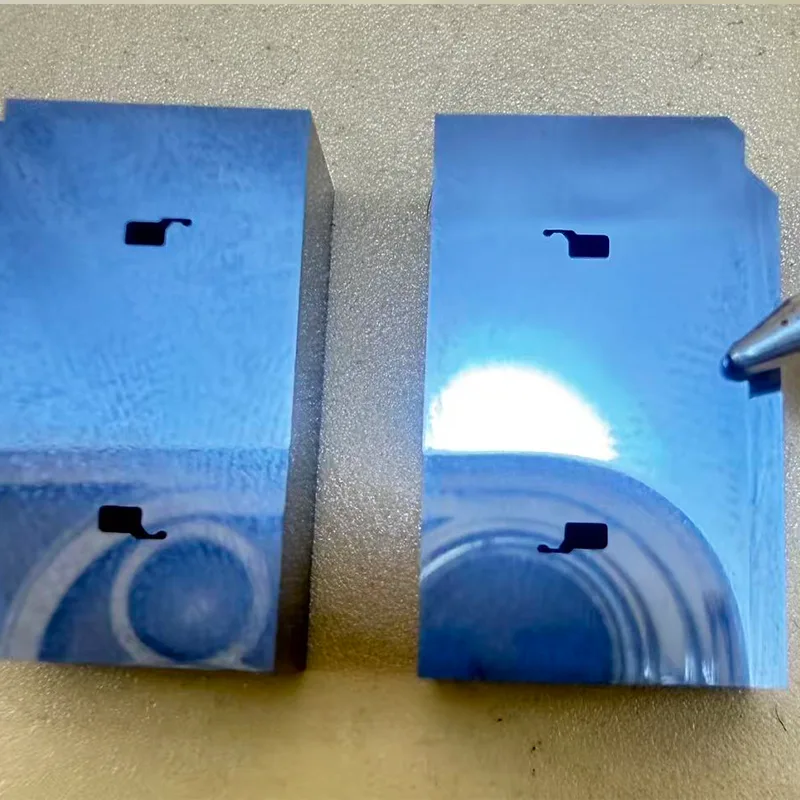
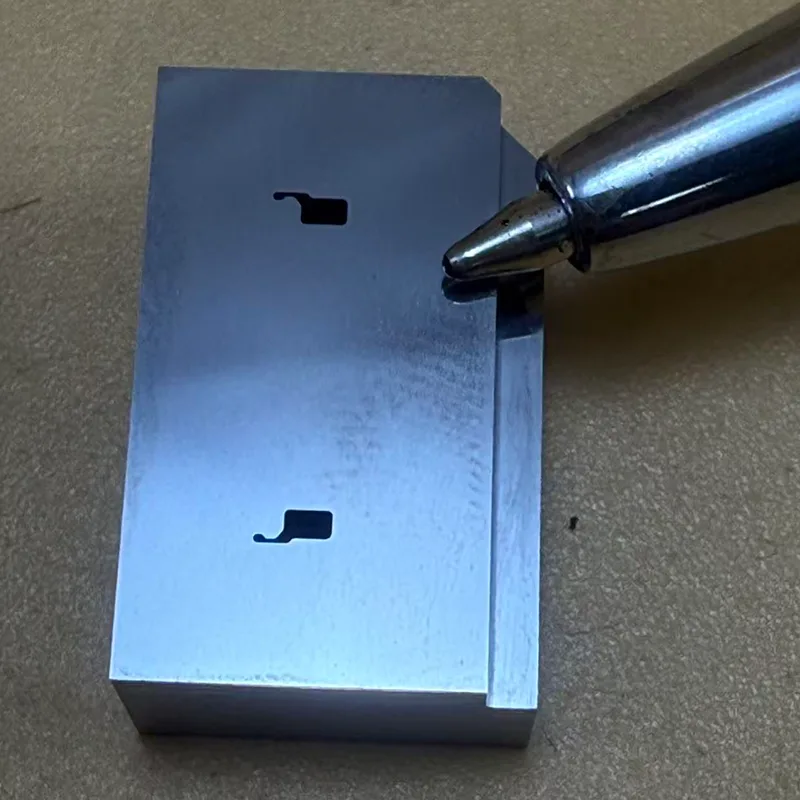
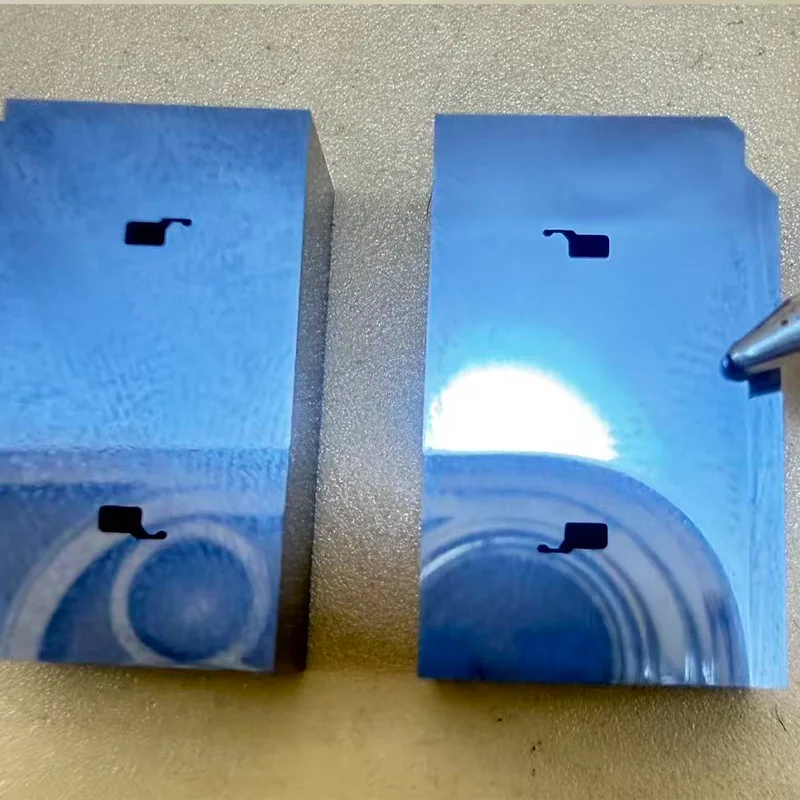
Este estudio de caso detalla un proyecto de mecanizado por electroerosión por hilo lento de ultraprecisión para un inserto de troquelado de estampado de precisión de alta gama. El inserto está fabricado con carburo cementado KD20 (carburo de tungsteno), con una dureza del material de HRA 90–92; representa un ejemplo típico de componente de molde de ultraprecisión de alta dureza y alta fragilidad. La geometría del producto incorpora microperfiles intrincados, bordes de corte rectos sin conicidad y estructuras complejas con conicidad de precisión. Estos insertos se utilizan ampliamente en los campos de moldes para conectores, moldes para circuitos integrados y semiconductores, hardware de precisión para nuevas aplicaciones de energía y matrices de estampado electrónico de alta gama.
Parámetros de mecanizado
|
Artículo de procesamiento |
Detalles de parámetros |
|
Nombre de la pieza de trabajo |
Inserto de borde de troquelado de estampado de precisión |
|
Equipo de procesamiento |
Máquina de electroerosión por hilo Sodick AP250L |
|
Diámetro del alambre del electrodo |
Alambre de cobre ultrafino de 0,05 mm |
|
Tecnología de procesamiento |
1 desbaste + 8 recortes de acabado |
|
Equipo de prueba |
Instrumento automático de medición de imágenes Keyence IM-1220 |
|
Material de la pieza de trabajo |
Aleación de carburo de tungsteno KD20 |
|
Dureza del material |
HRA 90~92 (Aprox. HRC 69~72) |
|
Capacidad de tolerancia dimensional |
±0,001 mm |
|
Método de mecanizado externo |
Proceso combinado de corte y rectificado de sólidos |
|
Estructura de hoja recta |
Hoja recta cónica cero de 2 mm de altura y 0° |
|
Estructura de corte cónico |
Corte cónico en blanco de círculo completo de 0,5° en la sección inferior |
Requisitos del proceso de mecanizado central
El perfil externo se procesa utilizando una estrategia combinada de corte y rectificado para garantizar que las dimensiones de referencia se establezcan con precisión en una sola operación, mejorando así la precisión general del ensamblaje y la consistencia de la referencia.
La cavidad interna presenta un margen de mecanizado de una sola cara de +0,005 mm. A través de múltiples pasadas de acabado, las dimensiones se acercan gradualmente para minimizar los efectos térmicos y la desviación dimensional.
El filo de corte recto interno, de 2 mm de altura, está estrictamente controlado para mantener una conicidad de 0° (cero), lo que garantiza una calidad superior de la superficie de corte del estampado y una consistencia del filo.
La sección inferior del filo presenta un cono de 0,5° de circunferencia completa (ángulo de alivio) para mejorar la estabilidad de la expulsión de chatarra durante las operaciones de estampado continuo.
Cada pieza de trabajo se somete a una inspección dimensional completa utilizando un sistema de medición de imágenes totalmente automático Keyence IM-1220, estableciendo un sistema de control de circuito cerrado entre el mecanizado y la inspección.
AP250L + Cable de 0,05 mm + 1 control de proceso de corte inicial / 8 de corte final
El mecanizado se realiza utilizando alambre de cobre ultrafino de 0,05 mm, lo que impone exigencias extremadamente altas en cuanto a estabilidad del equipo, control de descarga eléctrica y control de tensión del alambre.
Durante el proceso de mecanizado, se emplea una estrategia de reducción progresiva de la energía de descarga con cada pasada de acabado. Esto implica una pasada de desbaste seguida de ocho pasadas de acabado de energía ultrabaja para aliviar gradualmente la tensión residual interna dentro del material de carburo de tungsteno KD20. Múltiples pasadas de acabado reducen efectivamente el espesor de la capa afectada por la descarga eléctrica, mejoran la integridad estructural del filo y extienden la resistencia al desgaste y la vida útil de la hoja.
El control de compensación de trayectoria de baja energía se aplica a regiones de microescala para minimizar el riesgo de corte excesivo en esquinas pequeñas y daño térmico a características estructurales finas.
Durante operaciones de mecanizado prolongadas, se da prioridad a mantener la estabilidad de la tensión del alambre y la uniformidad de la descarga eléctrica para mitigar los riesgos de rotura del alambre, astillas de esquinas y deriva dimensional.
Después de ocho pasadas de acabado, el filo logra un acabado tipo espejo sin rebabas, sin colapsos y altamente pulido.
Desafíos en el mecanizado de microestructuras
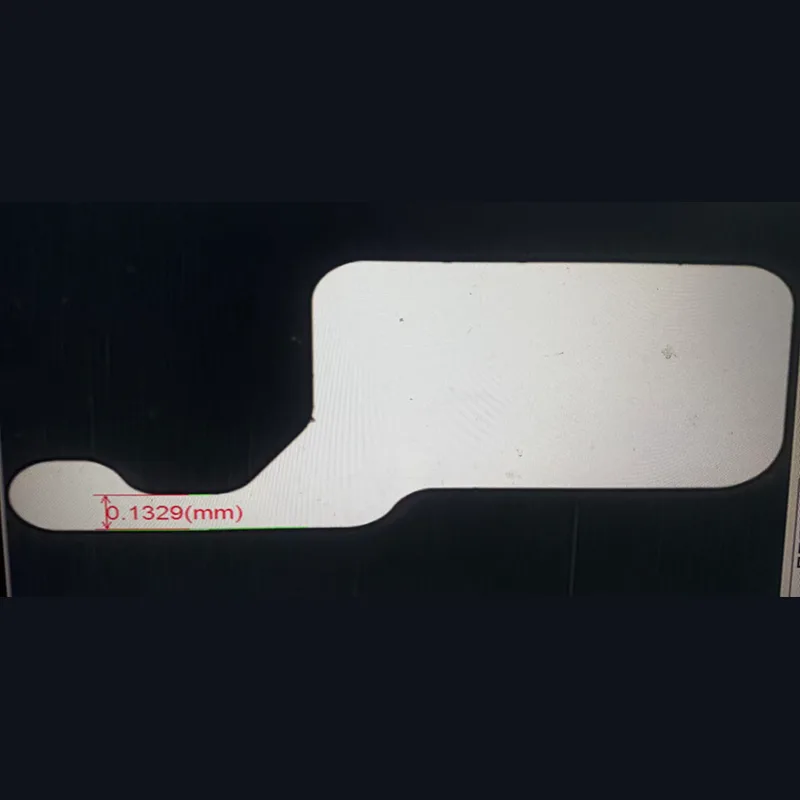
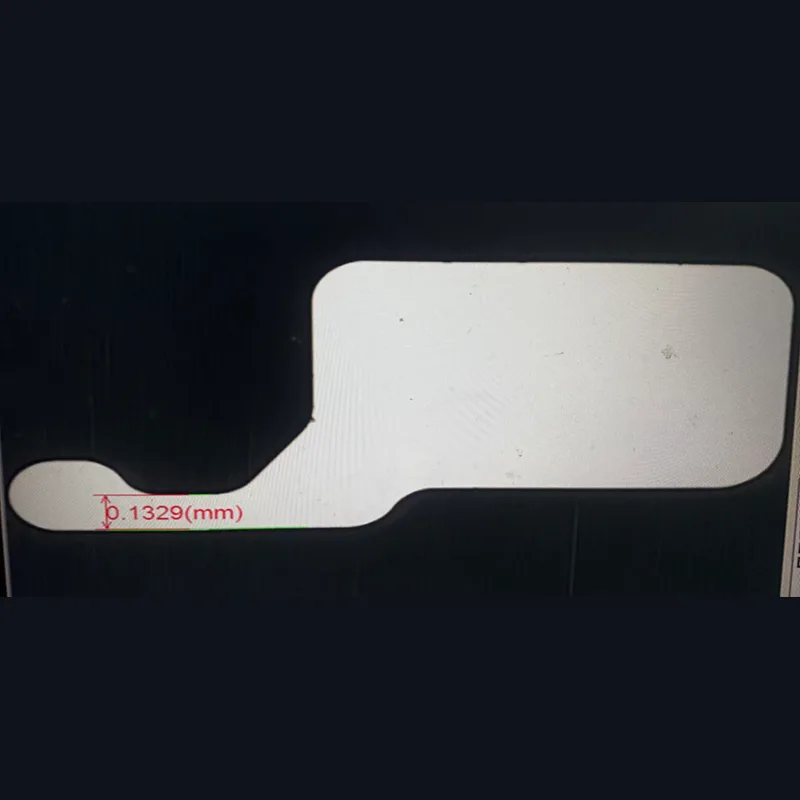
El inserto troquelador de estampado de precisión representa un ejemplo por excelencia de una estructura de geometría compleja, microescala y ultraprecisión. La pieza de trabajo presenta esquinas internas ultrapequeñas, bordes de corte microfinos, ranuras ultraestrechas y geometrías de corte cónicas complejas, con las características estructurales más finas que miden aproximadamente 0,1329 mm. Fabricada con carburo de tungsteno KD20, un material caracterizado por su alta dureza y fragilidad inherente, la pieza de trabajo impone requisitos extremadamente estrictos en cuanto al control de la energía de descarga, la estabilidad térmica, la compensación de la trayectoria y el control sincronizado del corte cónico. Esto es particularmente crítico cuando se utiliza alambre de cobre ultrafino de 0,05 mm, donde incluso la más mínima fluctuación en la tensión del alambre puede comprometer la integridad del filo y la estabilidad dimensional de la pieza.
Entorno de mecanizado controlado a temperatura constante
Durante el proceso de electroerosión por corte de hilo de avance lento y ultraprecisión, el ambiente del taller se mantiene a una temperatura constante. Al controlar estrictamente las fluctuaciones de la temperatura ambiente, se minimizan eficazmente los errores de expansión térmica y la desviación dimensional, que normalmente ocurren durante operaciones de mecanizado prolongadas. Esto garantiza una estabilidad dimensional constante a lo largo de las múltiples pasadas de acabado, cumpliendo así con los requisitos de mecanizado de ultraprecisión con una tolerancia de ±0,001 mm.
Control de Calidad e Inspección mediante el IM-1220
Se emplea un sistema de medición de imágenes totalmente automatizado Keyence IM-1220 para realizar inspecciones de escaneo automatizadas a nivel de micras, eliminando así de manera efectiva los posibles errores asociados con la medición manual.
Los parámetros clave de inspección incluyen: las dimensiones de los contornos internos y externos, los márgenes de mecanizado de un solo lado, la perpendicularidad de la sección del filo de 2 mm, el ángulo de conicidad de 0,5° y el acabado de la superficie del filo.
El sistema de inspección es capaz de resolver de manera confiable tolerancias de hasta ±0,001 mm y genera automáticamente informes de inspección de calidad digitalizados.
Al utilizar la retroalimentación derivada de los datos de inspección, los parámetros de mecanizado y los valores de compensación se pueden optimizar aún más, estableciendo así un sistema de control de circuito cerrado que integra perfectamente los procesos de mecanizado e inspección.
Control de calidad de vanguardia
A través de múltiples etapas de acabado de precisión de energía ultrabaja, el filo final permanece afilado, sin rebabas, sin colapso del borde y sin marcas de quemaduras. Al mismo tiempo, este proceso minimiza eficazmente el riesgo de acumulación de textura de descarga y grietas microscópicas en los bordes, mejorando así la calidad de la sección transversal estampada y extendiendo la vida útil continua del inserto de troquelado de estampado de precisión.
Campos aplicables
• Troqueles de estampado de precisión
• Moldes para conectores
• Moldes para semiconductores IC
• Componentes médicos de precisión
• Matrices de estampado electrónico de precisión
• Hardware de precisión para nuevas aplicaciones energéticas
Etiquetas calientes: Inserto troquelador de estampado de precisión, China, fabricante, proveedor, fábrica
Categoría relacionada
Piezas de electroerosión por hilo
Piezas de troquel de estampado de metal
Accesorios para herramientas de precisión
Piezas mecánicas CNC
Torno CNC
Enviar Consulta
Por favor, siéntase libre de dar su consulta en el siguiente formulario. Le responderemos en 24 horas.
Productos relacionados





